
13903827262
13253507007
13253507007
 水泥窯
水泥窯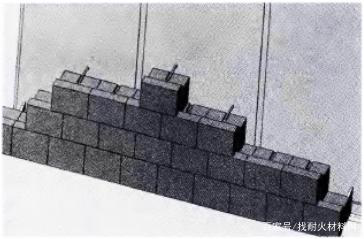 圖1側(cè)墻預(yù)制件結(jié)構(gòu)
圖1側(cè)墻預(yù)制件結(jié)構(gòu)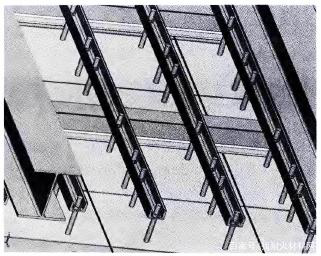 圖2螺栓錨固預(yù)制件
圖2螺栓錨固預(yù)制件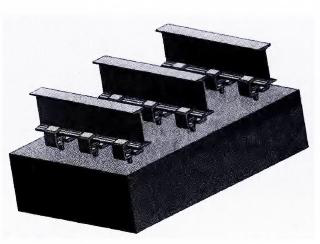 圖3懸掛式預(yù)制件
圖3懸掛式預(yù)制件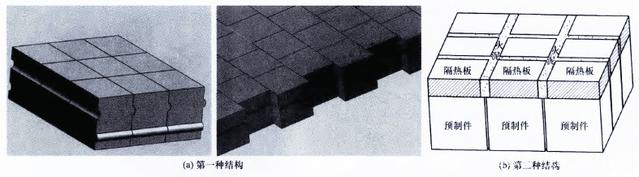 圖4防煙氣貫穿預(yù)制件結(jié)構(gòu)
圖4防煙氣貫穿預(yù)制件結(jié)構(gòu)
COPYRIGHT: 鄭州聯(lián)信高溫新材料有限公司
手機(jī):13903827262
手機(jī):13253507007
固話:0371-69805536
公司地址:河南省新密市洧水路443號(hào)
公司郵箱:[email protected]




